



Не стоит выбрасывать сверла сразу же, как только они затупились, лучше попробовать заточить его, восстановив геометрию.
Сверление металла можно осуществить только заточенным сверлом, иначе вы получите кривое отверстие и испорченный перегревом инструмент.
Есть промышленные заточки для сверл, а есть и бытовые варианты. Опытные мастера могут заправить сверло даже при помощи болгарки.
При заточке важно учитывать твердость материала и диаметр сверла.
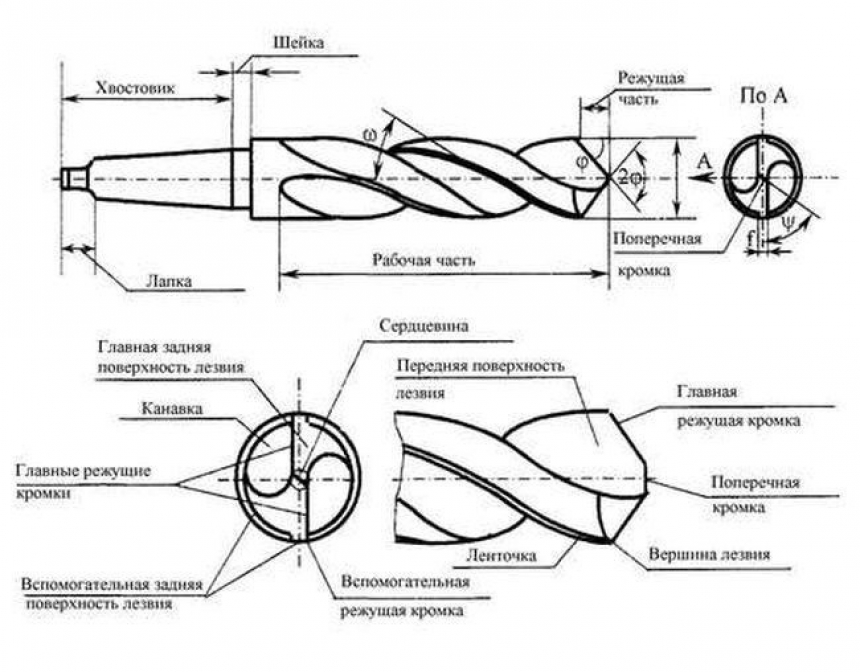
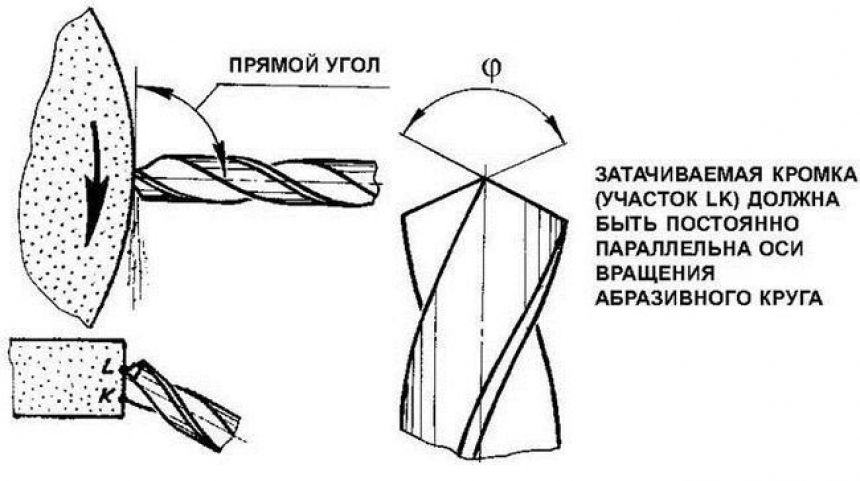
Есть и технические нюансы: кромка должна быть строго параллельна оси станка.
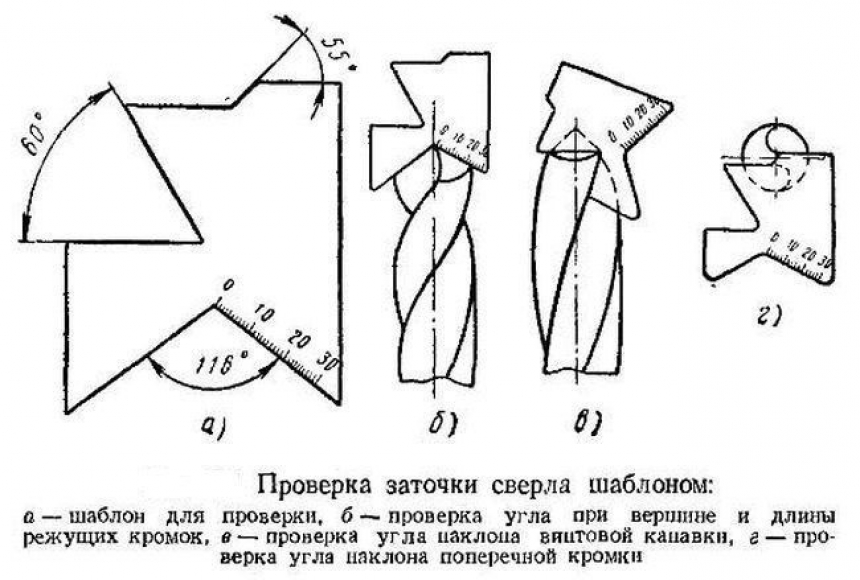
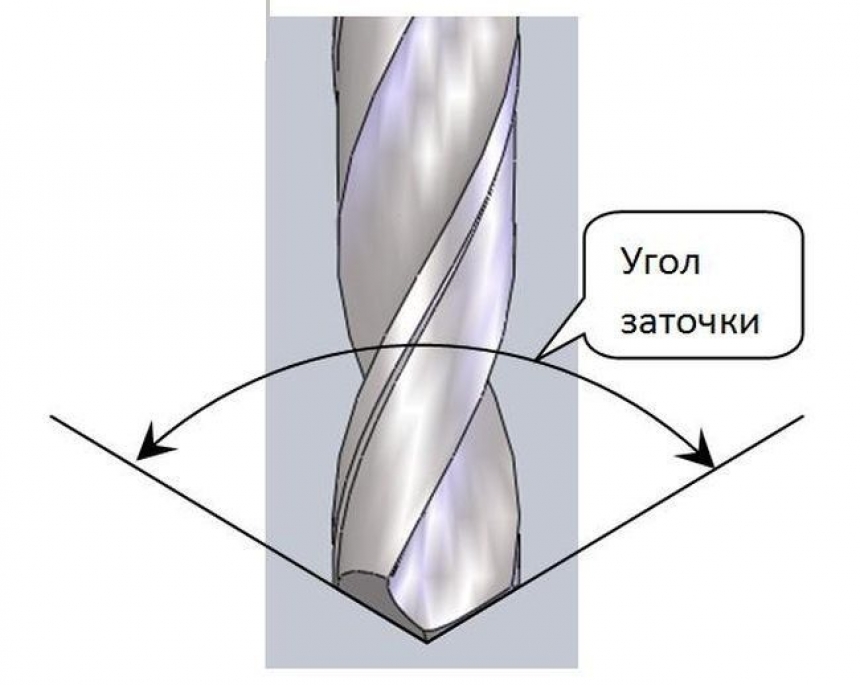
В момент заточки нельзя сильно давить на кромку, при этом все режущие кромки на сверле должны быть одинаковой длины. Для разных металлов существует свой угол заточки.
140 градусов - алюминий
90 градусов – магниевые сплавы, силуминовые сплавы
125 градусов - медь
130 градусов - мягкая бронза, латунь
116 градусов – сталь, чугун, тверда бронза
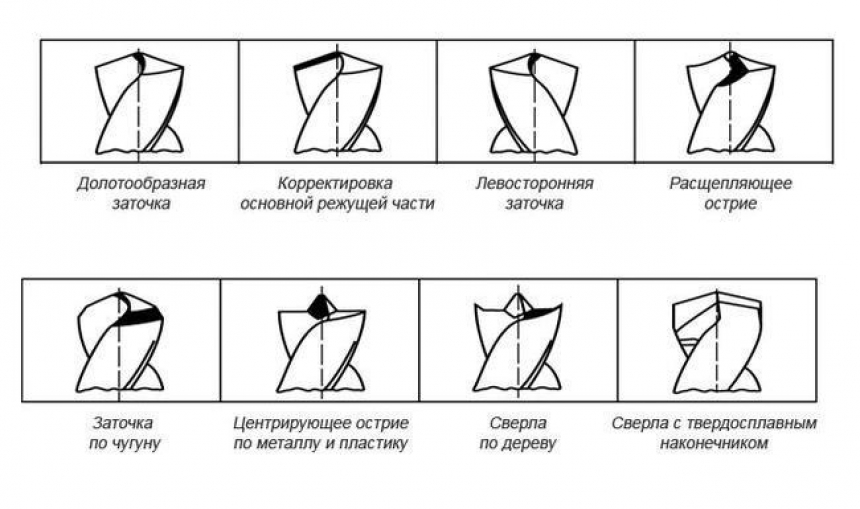
Разные методики правки кромки применяются, основываясь на диаметре сверла.
Если 3 мм и меньше - одноплоскостная заточка
Более 3 мм - конический метод заточки
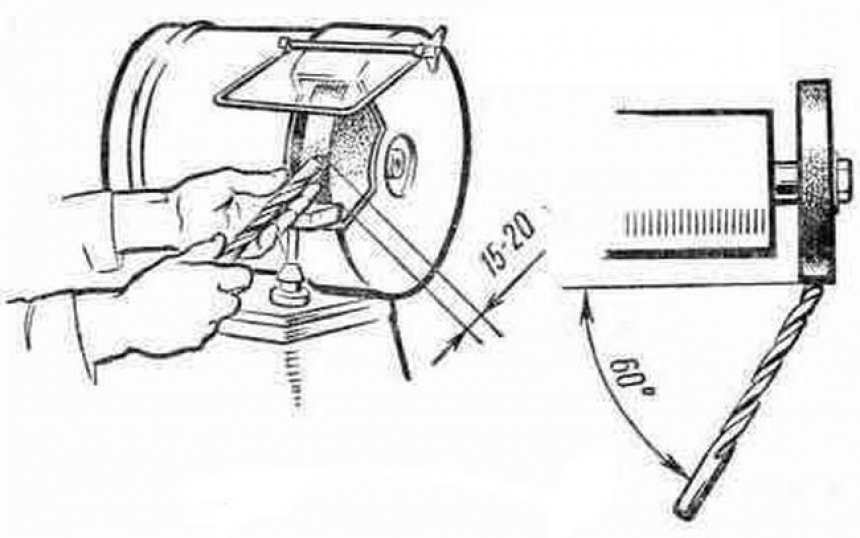
Победитовое сверло - нужно сделать угол между осью сверла и осью заточного станка 60 градусов, при этом угол поворота режущей кромки - около 170 градусов.
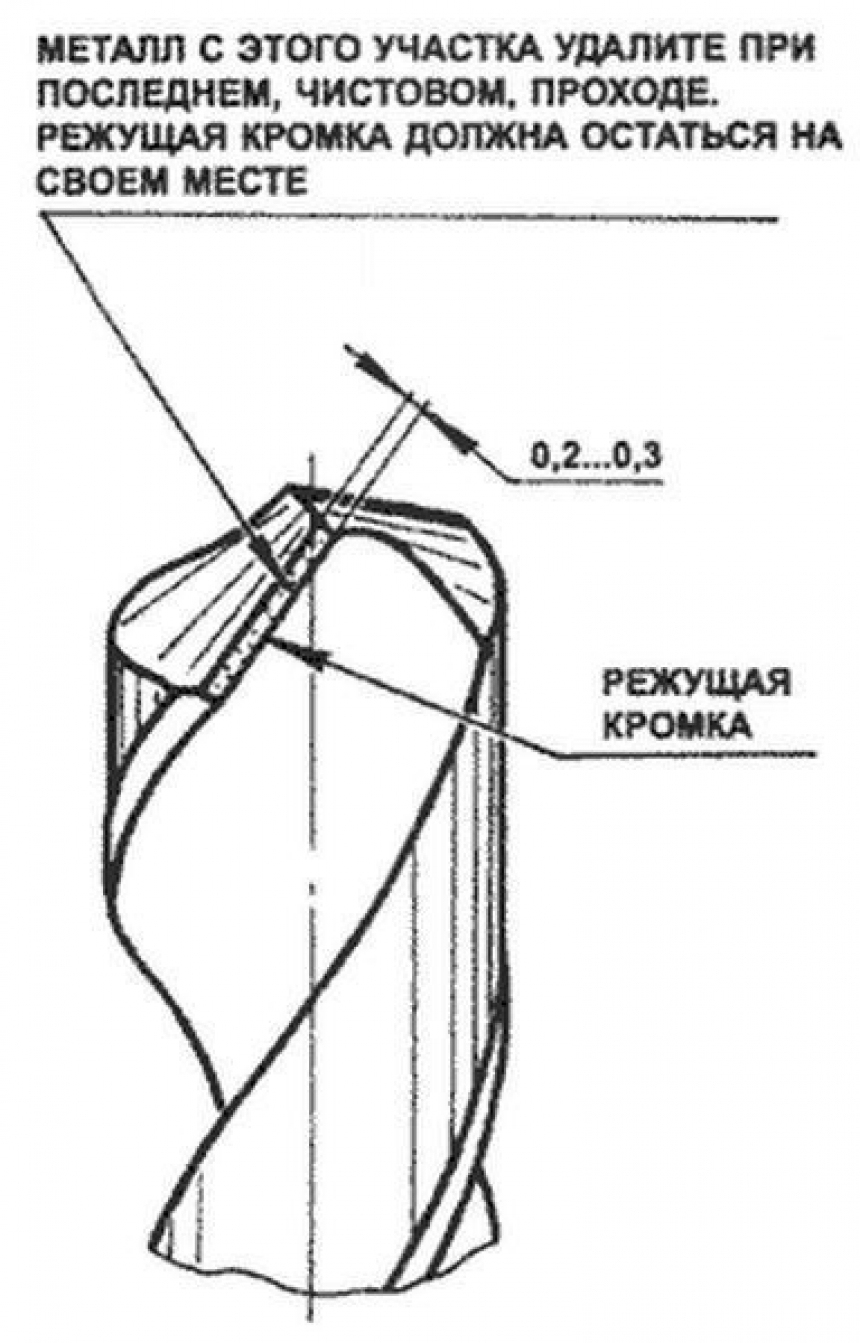
Главная ошибка при заточке сверла - отрицательный угол между режущей кромкой и затылком. Следите за тем, чтобы кромка была выше затылочной части.




Комментарии (0)
Обсудить